| Меню сайта |
 | |
 |
| Категории раздела |
| |
|
| Статистика |
|

Онлайн всего: 1 Гостей: 1 Пользователей: 0 |
|
|
 |  |  |
 |
Плазменная обработка металлов (Резка. Плазмотроны. Часть 1).
Продолжение. Начало см. Раздел "Резка. Плазмотроны. Часть 1. Плазменные резаки ... Часть 1.1."
4. КОНТРОЛЬ, АНАЛИЗ И ОБЕСПЕЧЕНИЕ БЕЗОПАСНОСТИ.
4.1. Плазменный резак (плазмотрон), исполнение для ручной (полуавтоматической) резки:
- кнопка резака является элементом пуска или прекращения процесса резки;
- при отпускании кнопки цикл резки немедленно прекращается (2-х тактный цикл) или, однако охлаждающий воздух должен подаваться в течении некоторого времени (минимум 60...90 сек.);
- применяется также 4-х тактный режим - при нажатии кнопки поджигается дуга (1), кнопка отпускается, при этом дуга не гаснет (2), при последующем нажатии кнопки процесс резки прекращается (3), затем кнопку отпускают (4), приводя источник питания в исходное состояние;
- нажатие кнопки запрещается, если крышка не закреплена на головке резака или неправильно установлена, а также при неправильной сборке всех элементов плазмотрона.
5. ПРОЦЕСС РЕЗКИ.
5.1. Методы резки (ручная резка):
-- с контактным соплом: плазмотрон OL-30/50, OL-50/70, OL-65/80, OL-100/130, OL-105/130, OL-150/170 и
OL-170/190;
-- с дистанционным (удлиненным) соплом: плазмотрон OL-30/50, OL-50/70, OL-100/130, OL-150/170 и
OL-170/190;
-- на упорах: все указанные плазмотроны.
5.2. Для плазмотронов применяются сопла с необходимым диаметром отверстия канала и другие детали в соответствии с выбранными режимами резки.
6. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ПЛАЗМЕННОГО РЕЗАКА.
ПРИМЕЧАНИЕ:
--------------------
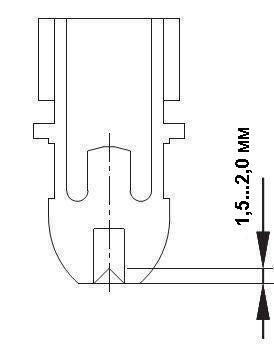
- Необходимо периодически в зависимости от частоты использования (минимум 1-2 раза в смену) или при возникновении дефектов резки проверять степень износа частей плазмотрона, участвующих в образовании плазменной дуги.
ВНИМАНИЕ!
--------------------
Для обеспечения надежной и долгой работы резака и кабеля следует соблюдать некоторые меры предосторожности:
-- не оставлять плазмотрон или кабель на горячих предметах.
-- не натягивать с усилием кабель.
-- не допускать контакта кабеля с острыми, режущими краями или абразивными поверхностями.
-- если длина кабеля превышает требуемую, смотать кабель в аккуратный моток.
-- не ставить на кабель любые предметы и не наступать / не наезжать на него.
Для справки:
----------------
Вставки всех производимых нами электродов из специального сплава на основе гафния. Срок службы сопел и электродов зависит от многих параметров (величины рабочего тока и напряжения дуги; качества подаваемого плазмообразующего и/или защитного (при необходимости) газа, количества включений, внешних условий и т.д.):
-- Среднестатистический срок службы электрода для плазмотрона OL-30/50, определённый при вырезке деталей с длительностью реза 1 мин. (толщина металла (сталь) - 6 мм; рабочий ток 30 А) и при правильной эксплуатации плазмотрона, составляет ориентировочно 95…115 резов.
-- Среднестатистический срок службы электрода для плазмотрона OL-65/80, определённый при вырезке деталей с длительностью реза 1 мин. (толщина металла (сталь) - 10 мм; рабочий ток 65 А) и при правильной эксплуатации плазмотрона, составляет ориентировочно 90…110 резов.
-- Среднестатистический срок службы электрода для плазмотрона OL-105/130, определённый при вырезке деталей с длительностью реза 1 мин. (толщина металла (сталь) - 20 мм; рабочий ток 105 А) и при правильной эксплуатации плазмотрона, составляет ориентировочно 100…120 резов.
-- Среднестатистический срок службы электрода для плазмотрона OL-50/70, определённый при вырезке деталей с длительностью реза 1 мин. (толщина металла (сталь) - 10 мм; рабочий ток - 50 А) и при правильной эксплуатации плазмотрона, составляет ориентировочно 110...130 резов.
-- Среднестатистический срок службы электрода для плазмотрона OL-100/130, определённый при вырезке деталей с длительностью реза 1 мин. (толщина металла (сталь) - 20 мм; рабочий ток - 100 А) и при правильной эксплуатации плазмотрона, составляет ориентировочно 100...120 резов.
-- Среднестатистический срок службы электрода для плазмотрона OL-150/170, определённый при вырезке деталей с длительностью реза 1 мин. (толщина металла (сталь) - 30 мм; рабочий ток - 150 А) и при правильной эксплуатации плазмотрона, составляет ориентировочно 120...140 резов.
-- Среднестатистический срок службы электрода для плазмотрона OL-170/190, определённый при вырезке деталей с длительностью реза 1 мин. (толщина металла (сталь) - 40 мм; рабочий ток - 170 А) и при правильной эксплуатации плазмотрона, составляет ориентировочно 130...150 резов.
ПРИМЕЧАНИЕ:
---------------------
-- При работе на токах ниже номинального значения срок службы данных электродов существенно увеличивается.
-- Вышеуказанные данные количества резов, исключительно изготовляемых нами электродов, получены в лабораторных условиях
на специальном стенде путем имитации процесса резки металла (сталь) заданных толщин.
ВНИМАНИЕ!
--------------------
- Перед началом процесса резки обязательно включать воздушное охлаждение плазмотрона минимум на 60...90 сек. для начальной продувки системы.
- Рекомендуем хранить сопла и электроды в упаковке.
- Соблюдать порядок сбора деталей резака. Крышку сопла следует устанавливать плотно вручную. Не устанавливать крышку без предварительной установки воздушного распределителя (втулки-завихрителя)!
- Профилактический контроль деталей, сохранность и нормальное функционирование аппаратуры осуществлять ежедневно. Корпус резака, рукоятка и коммуникации не нуждаются в обслуживании за исключением периодического осмотра и аккуратной очистки, которую следует производить без использования любых растворителей.
- В случае серьезных повреждений, плазмотрон далее эксплуатировать нельзя, так как будет нарушено условие безопасности. В этом случае ремонтные работы плазмотрона должны проводиться в сервисном центре.
Для обеспечения долговечности резака и коммуникаций следует придерживаться следующих рекомендаций:
--------------------
-- не прикасаться резаком и коммуникациями к раскаленным участкам в процессе и сразу после резки;
-- не деформировать коммуникации, не перемещать их по острым кромкам или абразивным поверхностям;
-- собирать излишек коммуникаций в кольцо и не наступать, не наезжать на них.
Для справки:
-----------------
ориентировочная максимальная скорость прямолинейной резки стального листа в автоматическом (механизированном) режиме, при оптимальных рабочих параметрах, для плазмотрона «OL-30/50» приведены в Таблице 1.
Таблица 1.
| Толщина разрезаемого металла (сталь), мм |
Ток дуги, А
|
Максимальная скорость резки металла, м/мин. |
| 1 |
20 |
4,0 |
| 3 |
30 |
2,6 |
| 8 |
50 |
1,3 |
| 15 |
50 |
0,4 |
Для справки:
-----------------
ориентировочная максимальная скорость прямолинейной резки стального листа в автоматическом (механизированном) режиме, при оптимальных рабочих параметрах, для плазмотрона «OL-65/80» приведены в Таблице 2.
Таблица 2.
| Толщина разрезаемого металла (сталь), мм |
Ток дуги, А
|
Максимальная скорость резки металла, м/мин. |
| 3 |
30 |
2,1 |
| 8 |
50 |
1,5 |
| 15 |
60 |
0,5 |
| 20 |
70 |
0,35 |
| 25 |
80 |
0,26 |
Для справки:
-----------------
ориентировочная максимальная скорость прямолинейной резки стального листа в автоматическом (механизированном) режиме, при оптимальных рабочих параметрах, для плазмотрона «OL-105/130» приведены в Таблице 3.
Таблица 3.
| Толщина разрезаемого металла (сталь), мм |
Ток дуги, А
|
Максимальная скорость резки металла, м/мин. |
| 6 |
40 |
1,5 |
| 8 |
60 |
1,6 |
| 15 |
80 |
0,9 |
| 25 |
100 |
0,5 |
| 35 |
130 |
0,34 |
Для справки:
-----------------
ориентировочная максимальная скорость прямолинейной резки стального листа в автоматическом (механизированном) режиме, при оптимальных рабочих параметрах, для плазмотрона «OL-50/70» приведены в Таблице 4.
Таблица 4.
| Толщина разрезаемого металла (сталь), мм |
Ток дуги, А
|
Максимальная скорость резки металла, м/мин. |
| 1 |
30 |
5,0 |
| 3 |
40 |
3,4 |
| 8 |
50 |
1,2 |
| 15 |
60 |
0,4 |
| 20 |
70 |
0,4 |
| 25 |
70 |
0,25 |
Для справки:
-----------------
ориентировочная максимальная скорость прямолинейной резки стального листа в автоматическом (механизированном) режиме, при оптимальных рабочих параметрах, для плазмотрона «OL-100/130» приведены в Таблице 5.
Таблица 5.
| Толщина разрезаемого металла (сталь), мм |
Ток дуги, А
|
Максимальная скорость резки металла, м/мин. |
| 6 |
40 |
1,2 |
| 8 |
60 |
1,9 |
| 15 |
80 |
0,85 |
| 25 |
100 |
0,48 |
| 30 |
130 |
0,39 |
Для справки:
-----------------
ориентировочная максимальная скорость прямолинейной резки стального листа в автоматическом (механизированном) режиме, при оптимальных рабочих параметрах, для плазмотрона «OL-150/170» приведены в Таблице 6.
Таблица 6.
| Толщина разрезаемого металла (сталь), мм |
Ток дуги, А
|
Максимальная скорость резки металла, м/мин. |
| 3 |
40 |
4,0 |
| 8 |
60 |
1,9 |
| 15 |
80 |
0,9 |
| 25 |
100 |
0,6 |
| 35 |
120 |
0,35 |
| 40 |
140 |
0,3 |
| 45 |
150 |
0,23 |
| 50 |
160 |
0,24 |
| 55 |
170 |
0,18 |
| 60 |
170 |
0,12 |
Для справки:
-----------------
ориентировочная максимальная скорость прямолинейной резки стального листа в автоматическом (механизированном) режиме, при оптимальных рабочих параметрах, для плазмотрона «OL-170/190» приведены в Таблице 7.
Таблица 7.
| Толщина разрезаемого металла (сталь), мм |
Ток дуги, А
|
Максимальная скорость резки металла, м/мин. |
| 5 |
50 |
3,1 |
| 10 |
50 |
1,3 |
| 15 |
70 |
0,95 |
| 20 |
70 |
0,7 |
| 25 |
100 |
0,6 |
| 30 |
100 |
0,4 |
| 35 |
125 |
0,37 |
| 40 |
125 |
0,3 |
| 45 |
150 |
0,23 |
| 50 |
150 |
0,26 |
| 55 |
190 |
0,35 |
| 60 |
190 |
0,2 |
ПРИМЕЧАНИЕ:
--------------------
- Данные в Таблицах приведены при использовании сжатого воздуха в качестве плазмообразующего и защитного (при необходимости) газа.
- Все параметры в Таблицах соответствуют результатам лабораторных испытаний исключительно вышеуказанных плазмотронов только с предлагаемыми источниками питания.
- Следует учесть, что в зависимости от химического состава и физических свойств обрабатываемого материала, режимы резки могут потребовать корректировки.
- Параметры скорости высококачественной, согласно ДСТУ EN ISO 9013:2019 (ISO 9013:2017), механизированной резки металла отличаются от вышеуказанных в сторону уменьшения значений.
7. ПРАВИЛА ХРАНЕНИЯ.
7.1. Плазмотрон при длительном хранении должен быть законсервирован.
7.2. Законсервированный плазменный резак может храниться в отапливаемых (или охлаждаемых) и вентилируемых помещениях с температурой от +10С до +450С.
8. ТРАНСПОРТИРОВАНИЕ.
8.1. Упакованный и законсервированный плазмотрон может транспортироваться всеми видами транспорта.
8.2. Условия транспортирования резака должны соответствовать Правилам перевозки грузов согласно п. 27 Приказа № 363 Минтранса Украины от 14.10.1997г. (с дополнениями и изменениями от 03.06.2019г.)
При заинтересованности мы готовы предоставить более подробную информацию о наших возможностях, а также осуществить подбор необходимого оборудования плазменной обработки металлов, в зависимости от стоящих перед Вашим предприятием конкретных технологических задач.
Наше предприятие:
--------------------
-- предоставляет полные гарантийные обязательства на поставляемое, восстановленное и/или
модернизированное оборудование сроком на 3 (три) года;
-- обеспечивает послегарантийное сервисное обслуживание;
-- осуществляет дополнительную поставку сменных, расходуемых и запасных частей.
Надеемся, что сотрудничество с нами поможет Вам в достижении намеченных целей.
Просим обращаться к нам по любым интересующим Вас вопросам.
Наши данные указаны в разделе «Контакты».
|
| Категория: ОБОРУДОВАНИЕ | Добавил: ПЛАЗМА-АРК (15.09.2023)
|
| Просмотров: 5918
| Рейтинг: 5.0/4534 |
|  |
 |  |
 |  |  |
|
| Вход на сайт |
| |
|
|
 ПЛАЗМА-АРК промышленная компания
ПЛАЗМА-АРК промышленная компания