1. ГЛАВНАЯ ИНФОРМАЦИЯ (ОСНОВНАЯ).
1.1. Плазменные резаки (плазмотроны) изготавливаются в климатическом исполнении О5 по ГОСТ 15543.1-89.
1.2. В качестве рабочего газа используется сжатый воздух от компрессора по ISO 8573-1:2010 [1:2:2].
1.3. Для охлаждения плазмотронов применяется сжатый воздух (см. п.1.2.).
1.4. Резаки предназначены для работы в следующих условиях (ГОСТ 15543.1-89):
-- температура окружающей среды -100С...+450С и относительной влажности до 70% при температуре
+270С;
-- высота над уровнем моря, не более, 1000 м.
1.5. Плазмотроны по способу защиты от поражения электрическим током соответствуют ДСТУ EN 60974-7:2018.
1.6. Степень защиты резаков IР23 по ДСТУ IEC 60529:2019.
  
Плазменная резка и основные принципы, лежащие в основе процесса:
----------------------------
- плазма представляет собой электропроводящий ионизированный газ, нагретый до очень высокой температуры;
- плазма используется для передачи электрического тока к металлу, который при этом плавится и удаляется с полости реза;
- в резак вводится сжатый воздух от специального компрессора необходимого давления, обеспечивающий нужный расход для плазмообразования и охлаждения термонагруженных элементов;
- рабочий цикл для плазмотронов OL-50/70, OL-100/130, OL-150/170 и OL-170/190 начинается с подачи высокочастотного напряжения или пневмоконтактным способом для плазмотронов OL-30/50, OL-65/80 и OL-105/130 инициирующего дежурную (пилотную) дугу между электродом (потенциал «-») и соплом (потенциал «+»);
- при поднесении резака к металлу, имеющего потенциал «+» источника питания, пилотная дуга касается разрезаемого металла и преобразуется в основную режущую дугу, при этом пилотная дуга или высокочастотное напряжение отключаются.
2. СОСТАВ ПЛАЗМОТРОНОВ (основные позиции).

Рис.1.
2.1. Пневмоконтактный поджиг дуги:
Поз.
Рис.1 |
Наименование |
OL-30/50 |
OL-65/80 |
OL-105/130 |
| |
|
Код |
Код |
Код |
| |
Плазмотрон |
OL0055 |
OL0085 |
OL0135 |
| 7 |
Головка плазмотрона |
OL6125 |
OL0138 |
OL0138 |
| 9 |
Рукоятка |
OL0080 |
OL0345 |
OL0345 |
| 1 |
Упоры |
OL0010 |
OL1118 |
OL0229 |
| 2 |
Крышка |
OL3116 |
OL3179 |
OL3179 |
| 3 |
Сопло |
OL4102-08
OL4102-10 |
OL4179-08
OL4179-10
OL4179-13 |
OL4179-08
OL4179-10
OL4179-13
OL4179-15
OL4179-17 |
| 4 |
Завихритель |
OL5106 |
OL5179 |
OL5179 |
| 5 |
Электрод |
OL8105 |
OL8098 |
OL8179 |
| 6 |
Диффузор |
|
OL9979 |
OL9979 |
2.2. ВЧ-поджиг дуги (осциллятор):
Поз.
Рис.2 |
Наименование |
OL-50/70 |
OL-100/130 |
OL-150/170 |
OL-170/190 |
| |
|
Код |
Код |
Код |
Код |
| |
Плазмотрон |
OL0075 |
OL0140 |
OL0175 |
OL0195 |
| 1; 2 |
Головка плазмотрона |
OL6065 |
OL6145 |
OL2330 |
OL6160 |
| 1a; 2a |
Рукоятка |
OL0236 |
OL0345 |
OL0043 |
OL0345 |
| 14; 23 |
Упоры |
OL0010 |
OL0011 |
OL2127 |
OL0011 |
| 11; 12 |
Крышка |
OL3032 |
OL3111 |
OL2126 |
OL3120 |
| 6 |
Сопло |
OL4088-10
OL4088-12 |
OL4101-08
OL4101-11
OL4101-14
OL4101-17 |
OL2119-08
OL2119-12
OL2119-14
OL2119-16
OL2119-18 |
OL4109-08
OL4109-12
OL4109-14
OL4109-16
OL4109-18
OL4109-20 |
| 18 |
Внешнее сопло |
|
|
OL4109-70 |
OL4109-50 |
| 5 |
Завихритель |
OL5007 |
OL5101 |
OL2123 |
OL5103 |
| 4 |
Электрод |
OL8063 |
OL8101 |
OL2122 |
OL8111 |
| 3 |
Диффузор |
OL9211 |
OL9562 |
OL2121 |
OL9563 |
| 13; 22 |
Насадка |
|
|
OL2128 |
OL1107 |
| 1b |
Кольцо |
OL1201 |
OL1131 |
OL2120 |
OL1131 |
| 1c |
Изолятор |
|
|
OL2143 |
OL1143 |
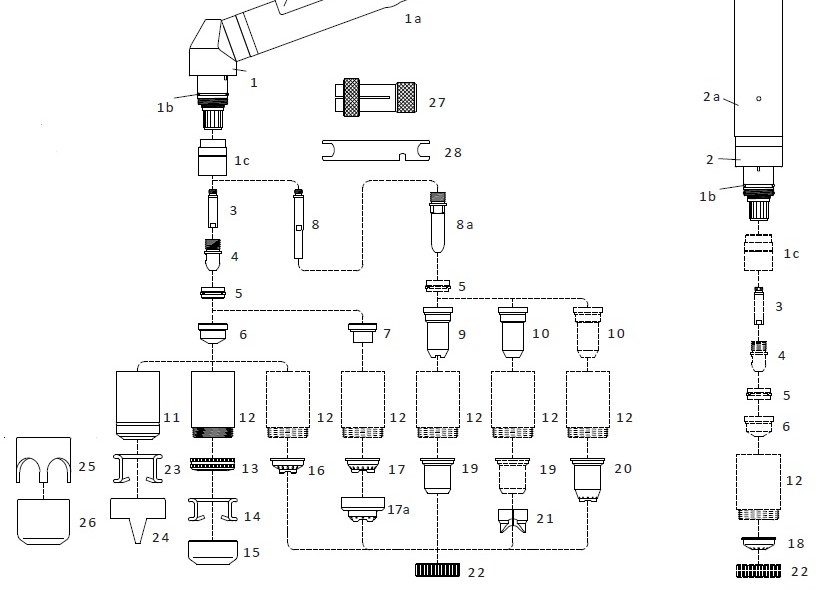
Рис. 2.
3. ТЕХНИЧЕСКИЕ ДАННЫЕ.
ПРИМЕЧАНИЕ:
--------------------
Плазменные резаки с коммуникациями, варианты исполнения: с евроразъёмом или прямого подключения (накидная гайка). Указана длина стандартных коммуникаций. Возможно 12 м или дополнительно (только для для плазмотронов с ВЧ-поджигом) 6 м, 12 м или 18 м (подключение через выносной блок поджига дуги - Блок HF).
OL-30/50 - плазмотрон для ручной (полуавтоматической) резки:
| - используемый плазмообразующий / защитный газ |
сжатый воздух |
| - общее давление газа, Бар |
5,0 |
| - общий расход газа, л/мин |
115 |
| - система поджига |
пневмоконтактный поджиг и пилотная дуга |
| - ток резки, А |
15...50 |
| - напряжение холостого хода, В, не более |
500 |
| - толщина разрезаемого металла (по стали), мм |
0,5...15 |
| - продолжительность включения (ПВ), % |
60% - 50А
100% - 30А
|
Метод резки:
- контактный
- с упорами |
диапазон: 15...40А
диапазон: 25...50А
|
| - длинна коммуникаций, м |
4 |
| - масса (без коммуникаций), кг |
0,4 |
OL-65/80 - плазмотрон для ручной (полуавтоматической) резки:
| - используемый плазмообразующий / защитный газ |
сжатый воздух |
| - общее давление газа, Бар |
5,0 |
| - общий расход газа, л/мин |
155 |
| - система поджига |
пневмоконтактный поджиг и пилотная дуга |
| - ток резки, А |
15 - 80 |
| - напряжение холостого хода, В, не более |
500 |
| - толщина разрезаемого металла (по стали), мм |
0,5 - 30 |
| - продолжительность включения (ПВ), % |
60% - 80А
100% - 65А
|
Метод резки:
- контактный
- с упорами |
диапазон: 15 - 40А
диапазон: 25 - 80А
|
| - длинна коммуникаций, м |
6 |
| - масса (без коммуникаций), кг |
0,45 |
OL-105/130 - плазмотрон для ручной (полуавтоматической) резки:
| - используемый плазмообразующий / защитный газ |
сжатый воздух |
| - общее давление газа, Бар |
5,0 |
| - общий расход газа, л/мин |
190 |
| - система поджига |
пневмоконтактный поджиг и пилотная дуга |
| - ток резки, А |
15 - 130 |
| - напряжение холостого хода, В, не более |
500 |
| - толщина разрезаемого металла (по стали), мм |
0,5 - 45 |
| - продолжительность включения (ПВ), % |
60% - 130А
100% - 105А
|
Метод резки:
- контактный
- с упорами |
диапазон: 15 - 40А
диапазон: 25 - 130А
|
| - длинна коммуникаций, м |
6 |
| - масса (без коммуникаций), кг |
0,5 |
OL-50/70 - плазмотрон для ручной (полуавтоматической) резки:
| - используемый плазмообразующий / защитный газ |
сжатый воздух |
| - общее давление газа, Бар |
5,0 |
| - общий расход газа, л/мин |
130 |
| - система поджига |
высоковольтный поджиг и пилотная дуга |
| - ток резки, А |
20 - 70 |
| - напряжение холостого хода, В, не более |
400 |
| - толщина разрезаемого металла (по стали), мм |
0,5 - 25 |
| - продолжительность включения (ПВ), % |
60% - 70А
100% - 50А
|
Метод резки:
- контактный
- с упорами |
диапазон: 20 - 40А
диапазон: 25 - 70А
|
| - длинна коммуникаций, м |
6 |
| - масса (без коммуникаций), кг |
0,6 |
OL-100/130 - плазмотрон для ручной (полуавтоматической) резки:
| - используемый плазмообразующий / защитный газ |
сжатый воздух |
| - общее давление газа, Бар |
5,0 |
| - общий расход газа, л/мин |
210 |
| - система поджига |
высоковольтный поджиг и пилотная дуга |
| - ток резки, А |
25 - 130 |
| - напряжение холостого хода, В, не более |
500 |
| - толщина разрезаемого металла (сталь), мм |
1,0 - 40 |
| - продолжительность включения (ПВ), % |
60% - 130А
100% - 100А
|
Метод резки:
- контактный
- с упорами |
диапазон: 25 - 60А
диапазон: 30 - 130А
|
| - длинна коммуникаций, м |
6 |
| - масса (без коммуникаций), кг |
1,0 |
OL-150/170 - плазмотрон для ручной (полуавтоматической) резки:
| - используемый плазмообразующий / защитный газ |
сжатый воздух |
| - общее давление газа, Бар |
5,5 |
| - общий расход газа, л/мин |
280 |
| - система поджига |
высоковольтный поджиг и пилотная дуга |
| - ток резки, А |
25 - 170 |
| - напряжение холостого хода, В, не более |
500 |
| - толщина разрезаемого металла (сталь), мм |
1,0 - 60 |
| - продолжительность включения (ПВ), % |
60% - 170А
100% - 150А
|
Метод резки:
- контактный
- с упорами |
диапазон: 25 - 60А
диапазон: 30 - 170А
|
| - длинна коммуникаций, м |
6 |
| - масса (без коммуникаций), кг |
1,1 |
OL-170/190 - плазмотрон для ручной (полуавтоматической) резки:
| - используемый плазмообразующий / защитный газ |
сжатый воздух |
| - общее давление газа, Бар |
6,0 |
| - общий расход газа, л/мин |
360 |
| - система поджига |
высоковольтный поджиг и пилотная дуга |
| - ток резки, А |
25 - 190 |
| - напряжение холостого хода, В, не более |
500 |
| - толщина разрезаемого металла (сталь), мм |
1,0 - 80 |
| - продолжительность включения (ПВ), % |
40% - 190А
100% - 170А
|
Метод резки:
- контактный
- с упорами |
диапазон: 25 - 60А
диапазон: 30 - 190А
|
| - длинна коммуникаций, м |
6 |
| - масса (без коммуникаций), кг |
1,2 |
ПРИМЕЧАНИЕ:
--------------------
-- Все данные ПВ при рабочем цикле 10 мин. и t0=400С (согласно ДСТУ EN 60974-1:2014).
-- Вышеуказанные плазмотроны изготавливаются также в исполнении для механизированной (автоматической) резки.

Продолжение: см. Раздел "Резка. Плазмотроны. Часть 1. Плазменные резаки ... Часть 1.2."
|
 ПЛАЗМА-АРК промышленная компания
ПЛАЗМА-АРК промышленная компания














